4 - Soudage par points
La fabrication des premières triodes rencontrait déjà divers problèmes dûs au manque de fiabilité de l'assemblage des éléments internes simplement agrafés ou pincés sur les tiges supportant l'ensemble ; ces tiges dépassant plus ou moins régulièrement du verre.
Si cela est compréhensible au vu des réalisations des Amateurs des années vingt (Messieurs DUROQUIER et MIGNET) on peut remonter à une note du 7/10/1915 où le Général FERRIE se plaignait que "sur six lampes envoyées à Bordeaux, six sont arrivées hors service"...
A cette époque la plaque était placée en position verticale, en porte à faux, et ne résistait pas aux chocs ou vibrations. Si, à la suite de cette critique, la plaque fut positionnée à l'horizontale, sa fixation était toujours obtenue par pincement sur les supports.
Cela n'étant pas vraiment satisfaisant, on eu recours, en 1918, à une soudure soit à l'aide d'un chalumeau très fin ou bien d'un arc électrique.
Plus tard la solution, employée par tous les constructeurs de lampes, fut donnée par la soudure électrique par points.
Ce procédé, inventé par Elihu THOMSON dans les années 1880, est resté relativement confidentiel jusqu'au début des années 1920, principalement pour des raisons technologiques. Néanmoins il est étonnant que l'équipe du Général FERRIE n'ait pas fait usage de la soudure par points alors que divers équipements étaient déjà présents à l'exposition universelle de Paris en 1889, 25 ans auparavant. Dès cette époque des générateurs donnaient jusqu'à 40000 Ampères pour souder des barres de 50 mm de diamètre. On trouvait également des "dynamos" plus modestes pour souder des fils de 0,5 mm... Alors la question reste posée.
Rappelons brièvement le principe de la soudure par points, en insistant dès a présent sur le fait qu'il s'agit d'une soudure autogène, donc sans apport de métal extérieur aux pièces à assembler.
Nous avons ici l'emploi direct de l'effet JOULE consécutif à un fort courant traversant une succession de résistances avec une élévation de température amenant la fusion locale des métaux en présence.

Suivant le croquis, le générateur fait passer un courant à travers les deux pièces à souder au moyen de deux "pointes" en cuivre. Plusieurs résistances s'opposent au passage du courant : R1 et R5 contact entre les électrodes en cuivre et les éléments à souder, R2 et R4 constituées par la nature même des pièces à souder, enfin R3 représentée par le contact initial au point de soudure. Cette dernière résistance est l'élément le plus important de la chaîne et, dès à présent, il faut noter que sa maîtrise conditionne beaucoup le résultat final. De toutes façons R1 à R5 sont très faibles et évaluées en milliohms plutôt qu'en ohms. A partir de ce point il suffit de faire passer un courant capable d'amener la fusion de la zone entourant R3.
En effet les autres résistances sont plus faibles (contact cuivre/métal à souder R1-R5, ou métal traversé R2-R4) et, par suite, donnent lieu à une plus faible élévation de température. De plus le cuivre des électrodes, étant un excellent conducteur de la chaleur, réduit d'autant la température dans les zones R1-R5. Par contre la région autour de R3, en s'échauffant, verra sa résistance augmenter, d'où un accroissement correspondant de la chaleur produite, cet effet étant cumulatif jusqu'au point de fusion des métaux.
L'échauffement est donné par la formule Q=1/J R*T*I*I où l'on remarque qu'il augmente comme le carré de l'intensité. La durée de passage du courant paraît donner un moyen commode pour obtenir les résultats espérés avec des intensités modérées. En fait cela conduit à un très mauvais emploi des calories produites, celles-ci étant largement évacuées, à travers les diverses conductions entre éléments à souder, vers les électrodes en cuivre qui vont en quelque sorte "ventiler" l'assemblage en l'empêchant d'arriver à température de fusion.
Dans la pratique il faut obtenir une "bouffée de chaleur" qui est le plus souvent provoquée par le passage du courant durant moins d'une seconde, voire moins de 100 millisecondes. La technique actuelle va dans le sens de durées très courtes sous de très fortes intensités : 5000 à 50000 ampères étant de pratique industrielle courante, avec des durées qui se comptent en périodes du réseau E.D.F. 50 hertz. En effet un courant d'une telle intensité sera logiquement obtenu à partir du secteur 220/380 volts convenablement abaissé au moyen d'un transformateur, souvent de taille respectable, comportant seulement un ou deux tours au secondaire. Un dernier élément, très important, réside dans la force de serrage exercée par les électrodes sur les éléments à souder : un effort important minimise les résistances de contact et demande par suite un courant plus élevé, par contre un effort moindre, en faisant remonter la valeur des résistances mises en série, demandera un courant réduit. Cette constatation trouve son application directe dans les matériaux de faible résistivité et de bonne conduction thermique, tel l'aluminium, qui doivent être soudés très rapidement (pour éviter de "ventiler" les calories) donc sous forte intensité, cette intensité étant encore augmentée pour compenser la faible résistance d'un assemblage soumis à un important effort de serrage.
Des compressions de 5000 daN (disons 5 tonnes pour parler comme autrefois) sont fréquemment atteintes en soudage industriel.
En conclusion de ce préambule on se trouve en face d'un problème à résoudre en jouant sur trois paramètres : Temps - Courant - Pression.
Le contrôle précis du temps ne pose aujourd'hui aucun problème avec les circuits logiques associés aux relais "statiques" issus de l'électronique de puissance, aussi verrons nous ce point ultérieurement.
L'effort de serrage, pour ce qui nous concerne, et après divers essais, s'établira entre quelques centaines de grammes (mettons 3 newtons) et un maximum de 15 kg (15 daN pour les puristes...) rien de bien critique ici.
Côté courant, compte tenu des très faibles épaisseurs à souder, 1000 à 1500 ampères suffiront. En effet la plus grande part des soudures s'effectuera sur des tôles de 0,2 mm d'épaisseur ou des fils de 0,2 à 0,5 mm de diamètre, le plus souvent en nickel. De plus la position relative des pièces à assembler est très favorable puisque les zones en contact sont faibles et conduisent à une densité de courant très élevée et, par suite, une soudure très rapide.

Ces croquis montrent que le contact entre les tôles et les tiges rondes s'effectue sur les génératrices de ces dernières avec, en théorie du moins, une surface infiniment petite, cela est encore plus net dans le cas de tiges rondes placées en croix, dont la soudure est très facile.
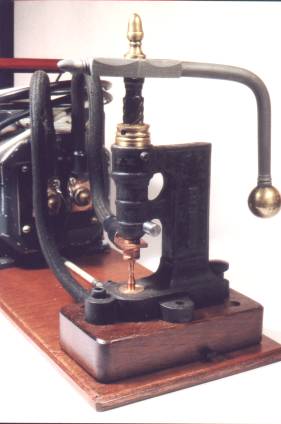
Serrage : le plus simple, utilisé pour les essais préliminaires, réside dans l'emploi d'une petite perceuse d'établi légèrement modifiée suivant le croquis. Une électrode serrée dans le mandrin, la seconde solidaire d'une tige coulissant dans un tube isolant fixé sur le plateau mobile de la perceuse. Un ressort à boudin bien choisi donne un effort de serrage progressant à mesure que le mandrin descend... simple et efficace.

Au final nous avons reconverti une petite presse à sertir des années vingt pour obtenir un serrage de 0 à 15 daN. Avec un moelleux incomparable, ceci sans parler du coté "rétro" de l'engin auquel nous avons redonné une nouvelle vie...
Transformateur abaisseur : ici tout n'est qu'affaire de tôles et de fil de cuivre et nous ne pouvons que renvoyer aux bons auteurs tels que notre chère Marthe DOURIAU dont le désormais classique "Construction des petits transformateurs" est une de nos bibles. On y trouve notamment la description d'un transformateur bien adapté à notre cas... En bref : noyau de 32 cm2 de section avec un secondaire de trois tours réalisé par mise en parallèle de 10 méplats en cuivre de 25x4 mm... Le primaire comportant 230 tours de fil avec 8 mm2 de section, plus 4 enroulements supplémentaires de 45 tours pour ajustage du courant. Le tout annoncé comme pouvant délivrer 3000 ampères. Le transformateur que nous employons (photo) à un petit air de famille.

A ceux que rebuterait le bobinage d'un tel transformateur, nous proposons une alternative par l'emploi des transformateurs toriques récemment mis au catalogue des fournisseurs de composants électroniques "grand public".
Il est relativement aisé de bobiner quelques tours supplémentaires sur ce genre de composant... A titre d'exemple un modeste transformateur de 16 VA (le plus petit modèle disponible) sur lequel on bobine 7 tours de fil de 6,5 mm2 de section délivre 90 ampères en court-circuit. Aussi nous pouvons espérer beaucoup plus avec certains modèles dépassant 500 VA ; en utilisant de la tresse cuivre de forte section pour un secondaire de quelques tours.
Au passage il faut noter que ce type de transformateur admet d'être quelque peu surchargé car il fonctionne (dans notre emploi) avec des durées très brèves suivies de temps de repos comparativement très longs. De même un point inhabituel est à souligner : ils sont toujours mis sous tension alors que leur secondaire est (fortement) chargé par le court-circuit virtuel des pièces à souder. Ils ne fonctionnent donc jamais à vide, secondaire "ouvert".
Les liaisons entre le secondaire et les électrodes de soudage devront être de très forte section, aussi courtes que possible, et bien serrées ou, mieux, soudées au moyen de cosses bien adaptées. La section des câbles sera choisie afin d'obtenir la résistance ohmique la plus faible possible, une valeur de l'ensemble cosses-cables-bornes etc... bien inférieure au millième d'ohm est impérative. De toutes façons les critères habituels relatifs à la densité de courant par mm2 de cuivre sont de peu d'intérêt ici car l'échauffement sera normalement négligeable eu égard à la faible durée de fonctionnement.
Dans le même esprit il convient d'éviter la présence de tout métal magnétique dans le champ de la boucle traversée par le courant du secondaire : nous avons là une bobine d'un tour parcourue par un courant d'un bon millier d'ampères qui a donc, en elle même, une certaine impédance. Donc inutile d'aggraver les choses en plaçant une quelconque ferraille dans le champ sous peine de voir chuter le courant disponible aux électrodes.
Un oscilloscope, avec une sensibilité de 10 à 50 millivolts par centimètre, sera très utile pour visualiser les chutes de tension indésirables tout au long de la chaîne allant des bornes du secondaire jusqu'aux électrodes.
Quel que soit le type de transformateur réalisé il conviendra d'en faire l'essai à puissance réduite, les sorties du secondaire reliées par un court morceau de gros câble. Ensuite, en alimentant le primaire par un auto-transformateur (genre VARIAC ou Alternostat FERRIX), on tracera la courbe tension primaire/courant secondaire, le courant étant relevé sur un ampèremètre à "pince". Comme ce genre d'instrument plafonne généralement à 200 ou 500 ampères on extrapolera simplement les valeurs relevées à 50-100-150-200... ampères.
Il est également possible de réaliser un transformateur de mesure sous forme d'un enroulement torique glissé sur le câble. Toutefois, au cas d'emploi d'un noyau magnétique de couplage, il faut vérifier qu'il ne soit pas saturé au passage du courant maximum et, de toutes façons, minimiser la perturbation apportée. Le mieux étant encore un simple bobinage, dépourvu de noyau, donc peu sensible ce qui se compense aisément par un amplificateur.
Quoi qu'il en soit connaître avec précision la valeur du courant disponible n'est pas une fin en soi, une approximation suffisante étant donnée par les méthodes ci-dessus.
Contrôle du temps de passage du courant : sur ce point il est possible de réaliser la commande précise d'un paramètre fondamental. Rappelons les données du problème : contrôler le passage du courant durant un temps voisin de zéro jusqu'à un maximum de l'ordre de la seconde, deux tout au plus, ceci par incréments d'une période du secteur 50 cycles, soit 20 millisecondes. Notons également que, dans certains cas difficiles, il est habituel de faire passer le courant pendant moins d'une période du secteur, par exemple 5 ou 10 millisecondes. Cela présente toutefois un sérieux inconvénient : le circuit magnétique du transformateur reste "polarisé" par le magnétisme résiduel consécutif à une fraction d'alternance sans compensation par une demi-période de sens opposé ; d'où une forte pointe de courant, de valeur difficilement prévisible, à la mise sous tension suivante. Il est toutefois possible de faire passer un faible courant continu de compensation, de sens convenable, entre les périodes d'activité, pour démagnétiser les tôles. En poussant le raisonnement plus avant cela amène à délivrer le courant par périodes complètes de 20 millisecondes, débutant toujours sur une demi-sinusoïde de même polarité. Nous aurons donc un temporisateur du modèle "synchrone" de 1 à 99 périodes (20 millisecondes à près de 2 secondes).

Le schéma présente les grandes lignes du montage adopté : l'autorisation de départ du cycle est fournie par un microswitch suivi d'un circuit anti-rebonds. Puis un comparateur assure que la mise sous tension aura bien lieu au début de l'alternance souhaitée. Cette information, dûment amplifiée, provoque la commutation du relais statique de puissance qui contrôle le transformateur principal. On prélève au secondaire la tension qui, une fois mise en forme, et après comptage, arrête le cycle. La durée de ce cycle est contrôlée par un ensemble de compteurs et de roues codeuses, un comparateur délivrant l'information d'égalité.
On notera la présence de divers monostables permettant de compenser les déphasages entre le début et la fin de la boucle ainsi réalisée. Une temporisation interdit le redéclanchement du cycle durant les quelques secondes suivant une soudure (au cas de manipulations répétées, donc intempestives, du contacteur de départ de cycle). Quelques remarques sont à faire concernant le relais statique : si ce genre de composant, très moderne, peut commander de forts courants (du moins à notre échelle... pas d'ignitrons ici) grâce au triac interne, ceci sans liaison directe, au moyen du photo-coupleur interne, il y a néanmoins quelques précautions d'emploi. La commutation a bien lieu en principe au passage par un zéro de tension, mais il sera judicieux de compenser un éventuel décalage (léger) d'ou l'utilité des divers monostables dans la chaîne de commande. De même si la coupure a bien lieu en principe également au passage par le zéro de la tension secteur, le triac interne peut être maintenu en conduction par le courant résultant de l'énergie résiduelle conservée dans la self du primaire du transformateur. Donc si ce dernier n'est pas suffisamment chargé nous observerons (à l'oscilloscope) des portions de sinusoïde se prolongeant au delà du point de coupure normal. Ceci est montré sur le dessin suivant.

Ce défaut disparait lorsque toute l'énergie magnétique du transformateur se trouve absorbée par la charge qui, en principe, constitue un beau court-circuit. Si l'oscilloscope ne montre pas un résultat satisfaisant, il sera toujours possible de placer une résistance d'assez faible valeur en parallèle sur le primaire afin d'absorber les signaux parasites. Cette façon de faire, peu orthodoxe en soi, est tolérable ici où nous utilisons des centaines de watts et non des centaines de kilowatts... Enfin rappelons que la conduction débutant indifféremment sur une alternance positive ou négative ceci nous oblige à un contrôle de la phase.
La photographie montre le résultat final de ce qui précède avec un petit boîtier de commande muni d'un interrupteur marche-arrêt et de deux roues codeuses pour contrôle de la durée de soudage. On peut difficilement avoir un nombre plus réduit de commandes...

La soudure de tôle d'acier mince ou de fil du genre "corde à piano" est très facile (trop même...) : sous faible pression de serrage il y a risque de volatisation complète du métal qui s'envole en tous sens dans une belle gerbe d'étincelles, avec au passage dégradation des électrodes. En augmentant sensiblement la pression on améliore les choses avec, comme limite, l'aplatissement excessif des pièces soudées.

Cette déformation n'est pas due au serrage initial "à froid", mais à l'écroulement du métal porté à haute température, donc comme forgé par la pression. Solution : réduire la durée de passage du courant et en désespoir de cause diminuer l'intensité. Avec des métaux plus coriaces, du type nickel ou molybdène qui nous concernent plus directement, les choses redeviennent plus intéressantes : il est possible d'ajuster la durée de passage, en gros entre une et dix périodes (grand maximum), un serrage bien dosé donnant les résultats attendus. Dans les cas rebelles la pression peut être sensiblement augmentée sans que cela apporte des déformations (à froid) aux pièces en présence, donc en assurant de faibles zones de contact et, par suite, un échauffement rapide (c'est fou ce que peuvent encaisser sans broncher des fils de 0,2 mm de diamètre). Dans notre cas une butée interne au mécanisme de serrage permet d'appliquer de fortes pressions à l'assemblage, une fois la limite élastique du ressort atteinte (15 daN) sans risque de le déformer d'une manière irréversible. Des durées inférieures à 20 millisecondes sont envisageables avec d'autres techniques : commande par thyristor dont on fait varier l'angle de passage vis-à-vis de la phase du secteur. Toutefois nous avons déjà évoqué les perturbations dues au circuit magnétique du transformateur... Ou encore décharge quasi-instantanée d'une batterie de gros condensateurs chargés en haute tension dans un transformateur du même genre que le notre. Toutefois cela impose des contraintes sévères à ce transformateur (choix du matériau des tôles-décharge oscillante plus ou moins bien maîtrisée-magnétisme rémanent)... Enfin, et surtout, de cuisants souvenirs nous laissent totalement allergiques aux décharges de condensateurs, quelle qu'en soit la justification éventuelle.
- Science et Vie Juillet 1948
- Engineering Electronics de RYDER (Mac Graw Hill 1957)
- Dans la bibliothèque technique PHILIPS on trouve aussi un livre consacré à l'Electronique industrielle qui présente une bonne analyse des divers problèmes : Commutation au passage par zéro, nombre pair d'alternances, minuteries... etc., le tout au moyen de tubes électroniques car il date de 1957 (excellent livre par ailleurs)
- Le Soudage Electrique par Résistance, de Jean NEGRE 5ème édition (1979) aux 'Publications de la Soudure Autogène', véritable 'bible' sur le sujet qui détaille minutieusement tous les aspects d'une technique peu connue des non-initiés...
Avec ce dernier ouvrage on peut constater le grand apport de l'électronique moderne dans le contrôle du temps de soudage. Ceci comparativement à la première édition de 1948 où les choses étaient nettement plus sommaires.

|
|